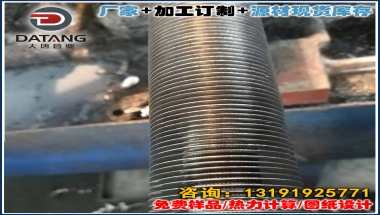
镶嵌翅片管
镶嵌式螺旋翅片管是在钢管上预先加工出一ding宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一ding的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一ding的接触面积。
全国服务热线18532795175

镶嵌式螺旋翅片管是在钢管上预先加工出一ding宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一ding的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一ding的接触面积。


镶嵌翅片管介绍
镶嵌式螺旋翅片管是在钢管上预先加工出*ding宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有*ding的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有*ding的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有*ding的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有*ding的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。
镶嵌式螺旋翅片管(嵌入式)设备产品加工要求
1、镶嵌深度和稳定性
1.1 拉脱力试验: 大于8KG 或者铝带撕裂
1.2镶嵌深度: 0.35~0.5具体根据炉管壁厚
1.3镶嵌稳定性: 每班*件做拉脱力试样 均达到1.1要求
1.4 镶嵌管子材质不锈钢、碳钢,管子壁厚不得小于2mm
1.5 镶嵌管子直径DN20~38(英制美标根据1.5要求)
1.6镶嵌后管子表面肉眼无裂纹或者裂缝
1.7镶嵌的片高根据管子直径核算-*般均在管子直径*半,但不高于57正负
2、产品尺寸精度
2.1 翅片段全长 -5mm ~ +5mm 分段运动精度 -0.3mm ~ +0.4mm
2.2 片距 +0.21mm 以上
2.3 翅片和钢管垂直度 -1度 ~ +1度
2.4 镶嵌平面度 -0.1mm ~ +0.1mm翅片本身厚度公差引起的高度差除外
2.5 镶嵌高度差 -0.1mm ~ +0.1mm 翅片本身尺寸公差引起的高度差除外
2.6在同样钢管材料, 同样片距和片数条件下, 不同翅片管镶嵌后后长度变化*致
3、焊接速度
基管外径20~38 根据管子直径和片距(不包括上下料时间)